| 品牌:合肥百川 | 型号:BC-I | 产品别名:车门限位器装配 |
| 用途:汽车车门限位器装配 | 适用行业:汽车零部件 | 产品用途:限位器装配 |
| 规格:1200*1300 |
1 、概述
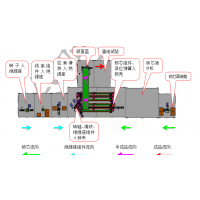
汽车限位器装配线, 用于 xxx _汽车限位器的装配。 主要功能组成有:限位盒装配,推杆装配,限位器总成装配。三种功能分别由三套专机组成, 中间由输送带连接进行物料转运。 装配动作分为自动供料, 人工辅助装配,自动出料和成品自动转运。
整个装配线3名工人装配,每台专机一个人操作,每台专机主体部分为旋转工作台,人工辅助装配后,放到旋转工作台专机随动夹具上,开始后面的装配。设计机器效率为8秒/件,日产量3600件限位器总成(具体时间受到工人熟练程度影响) 。
2 限位盒总成装配
2.1 限位盒座注油和手工辅助装配
限位座由振动盘自动上料到固定位置, 由注油工装在限位盒座上固定位置注油,然后由气动机械手直接送到旋转工作台的随动夹具上。
限位盒座装到随动夹具上后,工人辅助装上滑块和弹力橡胶件在限位盒座内。双手按下启动按钮,旋转工作台开始转动,进入下一注油工序。
技术要点:
限位盒座由振动盘自动供料到***位置,需要准确定位。
物料定位后,由传感器检测到后,注油工装直接在物料***位置注油。
气动机械手直接将注完油的限位器盒座装到随动夹具上。
限位器盒座工装夹具
注油系统:物料定位后,自动注油
气动机械手:
1. 振动盘出料后,机械手先取料放到注油工装;
2. 注油完成后,机械手再取料放到随动夹具;后手动装入滑块、橡
胶,物料安装和放置要有传感器监视。
2.2 注油
上道工序完成的装配件,旋转到本工位后,自动注油专机在物料上规定的位置定量注油。同时将滑块和弹性橡胶块压牢固。
技术要点:定量注油。
2.3 安装盒盖
限位器盒盖由振动盘自动上料,并***好到固定位置;再由气动机械手取料安装到上道工序完成的物料总成件上。
技术要点:限位盒盖由振动盘自动供料到***位置,需要准确定位。
物料定位并由传感器检测到后,气动机械手直接将限位器盒盖装到组件上,装配要***。
物料安装和放置要有传感器监视。
2.4 总成焊接
这道工序是对上道工序完成的限位器装配总成件进行冲压装配,焊接牢靠。
技术要点:大电流电阻焊,快速焊接完成;焊接过程要有安全保护。
2.5 自动排料
当旋转工作台进入到本工位后,气动机械手取下限位器总成件,放到转运输送带上进入下道工序装配。
技术要点:气动机械手取料准确牢靠; 输送带动行平稳,输送带边上设置有检测传感器。
3 推杆组件装配
3.1 推杆组件预装
人工分别将限位器安装座和推杆放到预装专机上,按下启动键后,装配专机开始工作,将推杆和安装座装配到一起,同时装到销轴。完成预装后的组件,工人取下放到旋转工作台的随动夹具上,按下启动按钮,旋转工作台开始转动,进入下一工序。
技术要点:锁轴自动供料并打销;装配专机要做到上料方便,取料简单,工作稳定。
机械手:
对上道工序完成合格的物料进行抓取并放到输送带上,传送到下一工位;
自动打销机构:将推杆、底座、销轴三者固定成
定位机构:锁轴***,定位
3.2 铆接
上道工序完成的预习装总成件被转移到本工位,开始对销轴进行铆接。
技术要点:铆接平稳,采用液压径向铆接机。
3.3 铆接高度检测
本道工序是对铆接后铆点高进行检测,是否铆接合格和变动。
技术要点:铆点高度检测精度要高,测量数值平稳。
将成整理后的推杆、底座、销轴放到转盘随动夹具上
3.4 自动排料和分检
当旋转工作台进入到本工位后,气动机械手取下推杆组件到滑料槽内,前道工序检测合格的组件由滑料槽滑到合格品输送带上,进入下一工序操作,不合格件从滑料槽的漏料口进入到不合格品箱。
技术要点:气动机械手取料准确牢靠;滑料槽设置漏料口,当有不合格件时,漏料口打开,总成件进入到不合格品箱。正常情况下,漏料口封闭,合格的组件则滑入到合格品输送带上。
4 限位器总成装配
4.1 限位盒组件与推杆组件预装
人工取限位盒组件和推杆组件预装在一起, 放到预装专机上, 按下启动按钮,开始压紧装配。
技术要点:压装专机的压装行程可调。
4.2 缓冲垫预装及人工上料
手工在装配好的组件上预装到缓冲垫及盖子, 将装配好的组件放到旋转工作台的随动夹具上。双手按下启动按钮,旋转工作台开始转动,进入下一工序。
技术要点: 物料分布合理,工人取放自如;要有安全设置,无安全隐患,设置双手启动按钮和安全光栅。
4.3 缓冲垫压装
上道工序完成操作后,旋转工作台工作,开始***工位操作,压装专机将缓冲垫压装到位。
技术要点:压装专机的压装行程可调。
4.4 阻挡销安装
这道工序是在上道工序完成的组件上,自动装上阻挡销。
技术要点: 阻挡销自动上料;专用打销机将阻挡销压装到总成件上。
4.5 阻挡销墩粗
这道工序是将上道工序装本完成阻挡销墩粗,达到与总成件装配牢靠的目的。
技术要点:
墩粗压力机主体驱动力由气液增压缸实现,要求压力平稳;
墩粗时的承载力不能加在分度盘上。
4.6 自动排料
当旋转工作台进入到本工位后,气动机械手取下装配好的限位器总成件,放
入到成品件专用滑料槽内,直接进入到成品料箱:
技术要点:
气动机械手取料准确牢靠;
滑料槽平滑,角度不能过大,注意滑落冲击时对物料的损伤。
5 、设备配置工艺说明
5.1 机械制造
三专机架体基座部分均采用方钢焊接,表面喷涂防护漆,上部为铝合金型材搭建。整体采用嵌入式设计,电控和气控柜嵌入在架体内部,节省空间同时要求方便检修。
所有使用的专用夹具均采用优质碳素钢材制作, 经过表面防锈和金属工艺处理。所有夹具均为独立的模块化设计,与基础部分采用定位销和螺栓固定,方便快速更换和维护。
5.2 控制系统
旋转工作台装配专机采用触摸屏和 PLC 控制,整个控制系统闭环控制,所有动作均有相应的传感器适时跟踪,对没达规定动作执行情况,系统会同时发出声光报警,并有相应的故障提示信息。所有设计充份考虑操作安全性,同时设有安全光栅,和双启动按钮,如果设备运行过程中安全光栅检测到人手或者其他物体进入危险操作区,设备将急停,只有排除物体后重新按一下启动按钮设备将继续运行, 从机构和电性能两方面***操作者的安全。
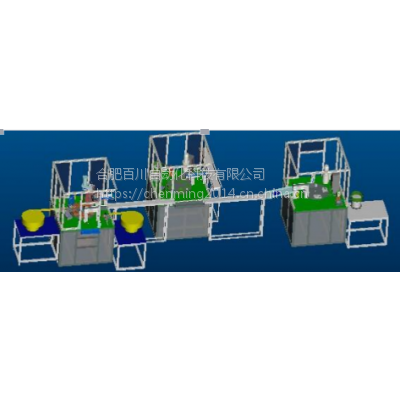
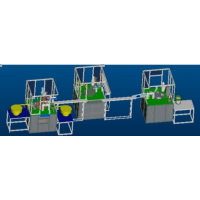
6 、线体布局
装配检测线外观效果及装配线车间布局图
(涉及具体配置更改,以上图示仅供参考)